- Плазменная резка
- RedSteel
- Машины для плазменной резки металла серия «Компакт»
- Машина для газовой резки металла серия «Односторонний привод»
- Портальные установки для газоплазменной и газопламенной резки метала серия "Двусторонний привод"
- Газовая и плазменная резка труб
- Рабочие модули для термических машин: плазменной, газовой резки металла
- Velmard
- Плазменная (газовая) переносная машина с ЧПУ серия "SD-F/H" (портативные станки с ЧПУ)
- Портальная машина плазменной, газовой резки металла серия "DD-A/B/C/G" (установки с двухсторонним приводом)
- Компактная машина плазменной резки с ЧПУ - VELMARD 1560-MH
- Компактная машина с ЧПУ для термической резки труб и листового металла Модель VELMARD 1030-T
- Компактные машины термической резки с ЧПУ серия «Двухсторонний серво-привод» VELMARD 2560-SE-2
- Машина газовой и плазменной резки- серия двусторонний серво-привод - VELMARD 4016-SE-2
- Машины термической резки с ЧПУ серия «Двусторонний привод» VELMARD 3020-ST
- дополн. оборудование
- RedSteel
- Лазерная резка
- Источники
- Hypertherm
- Источники воздушной плазменной резки PowerMax
- Источники кислородной плазменной резки
- Источники плазменной резки HyPerformance
- Расходные элементы для источников Hypertherm
- Kjellberg
- Источники питания для установки плазменной резки Kjellberg HiFocus
- Расходные элементы для источников Kjellberg
- Hypertherm
- САПР
- Vintech RCAM
- FastCam
- FastCam - программа для вертикального газового и плазменого раскроя
- FastPIPE - программа для плазменого и газового раскроя труб
- On-Line заявка
Компактные машины термической резки с ЧПУ
серия «Двухсторонний серво-привод»
модель VELMARD 2560-SE-2

Описание машины:
- Портальная установка с двусторонним серво-приводом «VELMARD 2560-SE-2» с ЧПУ предназначена для плазменной резки листового металла из черной и нержавеющей стали, и некоторых видов цветных металлов. Также данная машина предназначена для газокислородной резки углеродистой стали.
- Особенности конструкции: на двух балках крепятся высокоточные продольные направляющие фирмы INA (Германия). По данным направляющим в синхронном режиме перемещаются две каретки, каждая из которых оснащена собственным серво-приводом. На направляющих установлена несущая резаки поперечная балка. Далее на поперечную балку устанавливаются две каретки поперечного движения, имеющие каждая собственный серво-привод. Одна из кареток поперечного движения отвечает за головку с плазменным резаком, а вторая каретка отвечает за головку, оснащённую газовым резаком. На каждой из головок установлен ёмкостный датчик контроля высоты.
- Система ЧПУ позволяет использовать ёмкостный датчик для контроля высоты горелки и контроля высоты дуги в зависимости от её напряжения – это необходимо для качественной резки согласно заявленным характеристикам, автоматического предотвращения аварийного опускания резака при столкновении с опрокинутыми или изогнутыми остатками листа.
- Также система ЧПУ позволяет изменять мощность плазменной дуги при уменьшении скорости движения плазмотрона – данная функция незаменима при резком изменении направления движения.
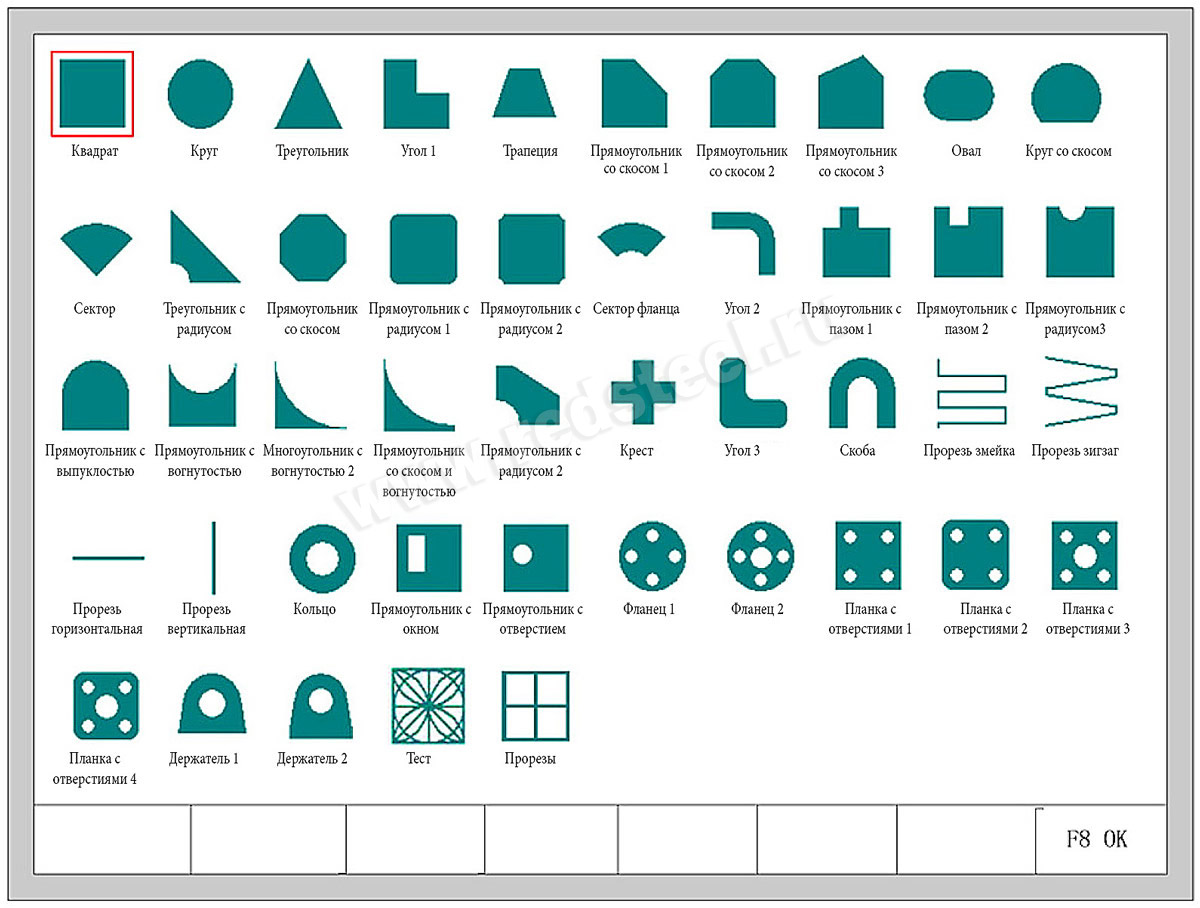
- Программное обеспечение: система ЧПУ на русском языке оснащена 7-дюймовым цветным ЖК-дисплеем, который очень прост в освоении и эксплуатации. Система ЧПУ оснащается программным обеспечением FastCAM, позволяющим за считанные секунды конвертировать CAD-файлы из формата DXF в формат G-кода, являющимся программой резки. CAD-файлы, преобразованные в G-код передаются в систему ЧПУ через USB-порт. В состав программного обеспечения машины входит также библиотека готовых деталей в количестве 45 шт.
- Преимущества «VELMARD 2560-SE-2» высокая точность готовой детали, исключающая механическую обработку до сварки. Шероховатость деталей после тепловой резки выше 1-ого класса по ГОСТу 14792-80 не требует обработки сварного шва.
- Сфера применения «VELMARD 2560-SE-2» очень широка. Судостроение, машиностроение, строительство, производство металлоконструкций. Данная машина предназначена для работы в тяжёлых промышленных условиях.
Технические характеристики
|
Параметры |
Ед. измерения |
Значения |
|
Размеры рабочей зоны |
мм |
2500 x 6000 |
|
Метод резки |
Плазменный, газовый |
|
|
Привод |
Сервопривод, двухсторонний |
|
|
Контроль высоты |
Автоматический |
|
|
Толщина плазменной резки |
мм |
В зависимости от источника |
|
Толщина газовой резки |
мм |
5-100 |
|
Скорость резки |
мм/мин |
0-10000 |
|
Применяемые газы |
Кислород, пропан, воздух |
|
|
Точность позиционирования |
мм |
+/-0.2 |
|
Точность обработки |
мм |
+/-0.5 |
|
Давление газа |
Мра |
мах. 0.1 |
|
Давление кислорода |
Мра |
мах. 1.2 |
|
Мощность |
W |
1400 |
Описание плазменной и газовой головок машины
 |
Головка с вертикальным плазменным резаком: Предназначена для установок портального типа с двухсторонним сервоприводом с исключительно высокими динамическими и точностными показателями. Рассчитана для резки металла от 0,5 до 50мм. Вертикальное перемещение в пределах 50мм. Имеет защиту от удара и загрязнения. Укомплектована объёмным датчиком высоты. |
|
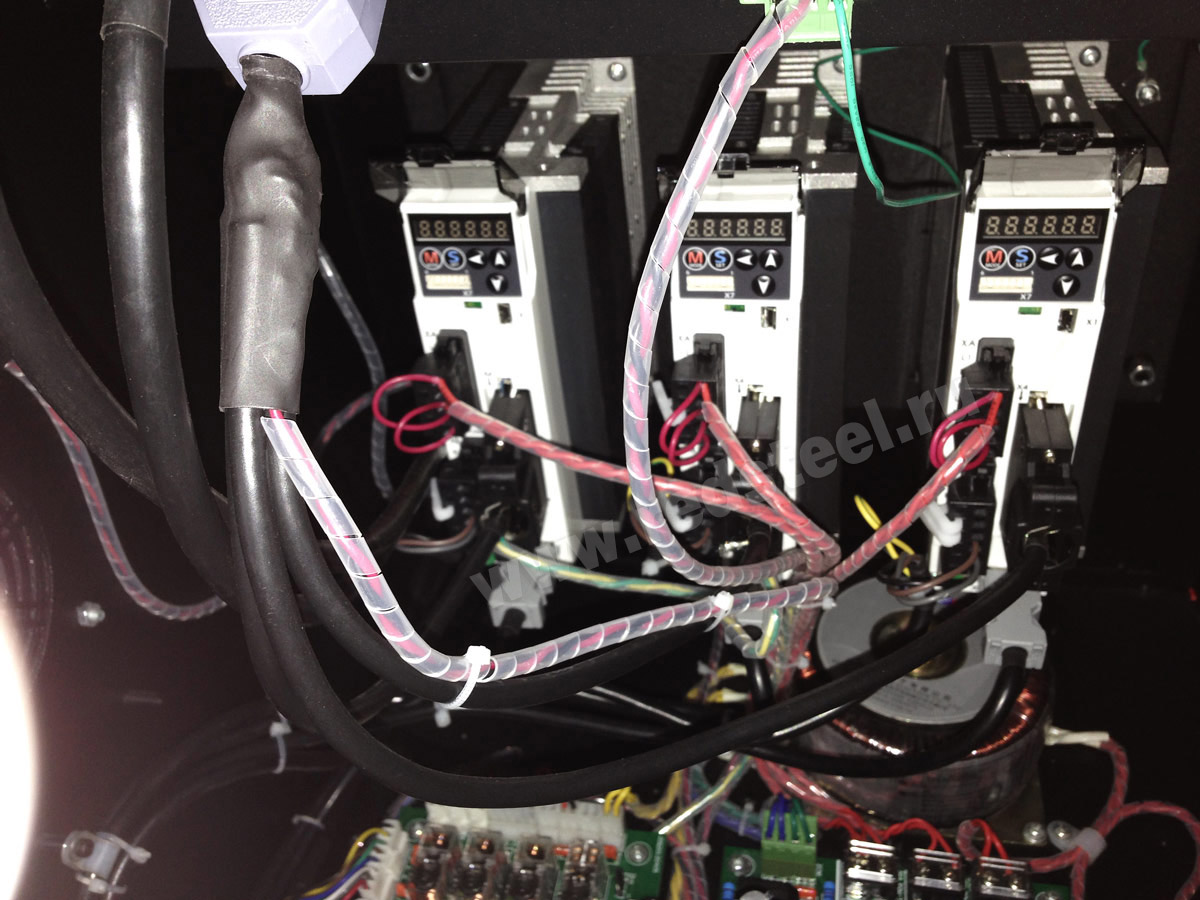
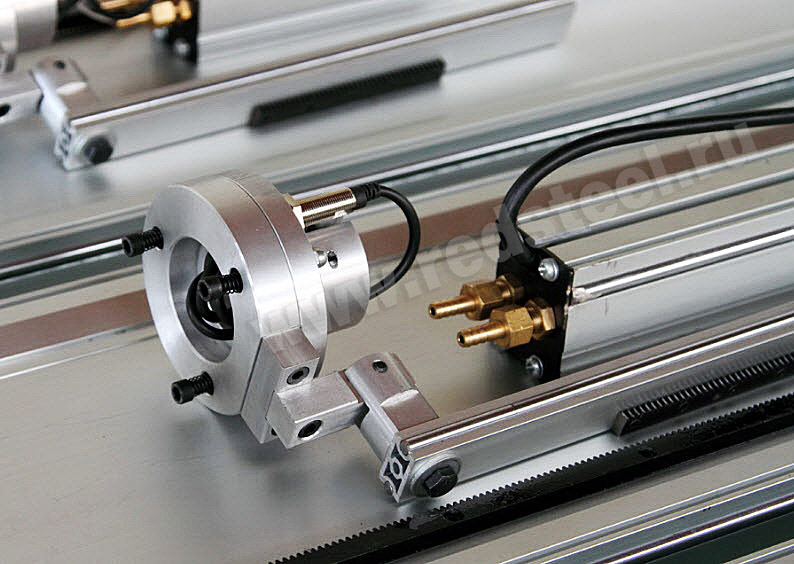
Головка с вертикальным газовым резаком: Предназначена для установок портального типа с двухсторонним сервоприводом с исключительно высокими динамическими и точностными показателями. Рассчитана для резки металла до 100мм. Вертикальное перемещение в пределах 50мм. Имеет защиту от удара и загрязнения. Укомплектована объёмным датчиком высоты. Автоматический поджиг. Фото сервопривода
|
 |
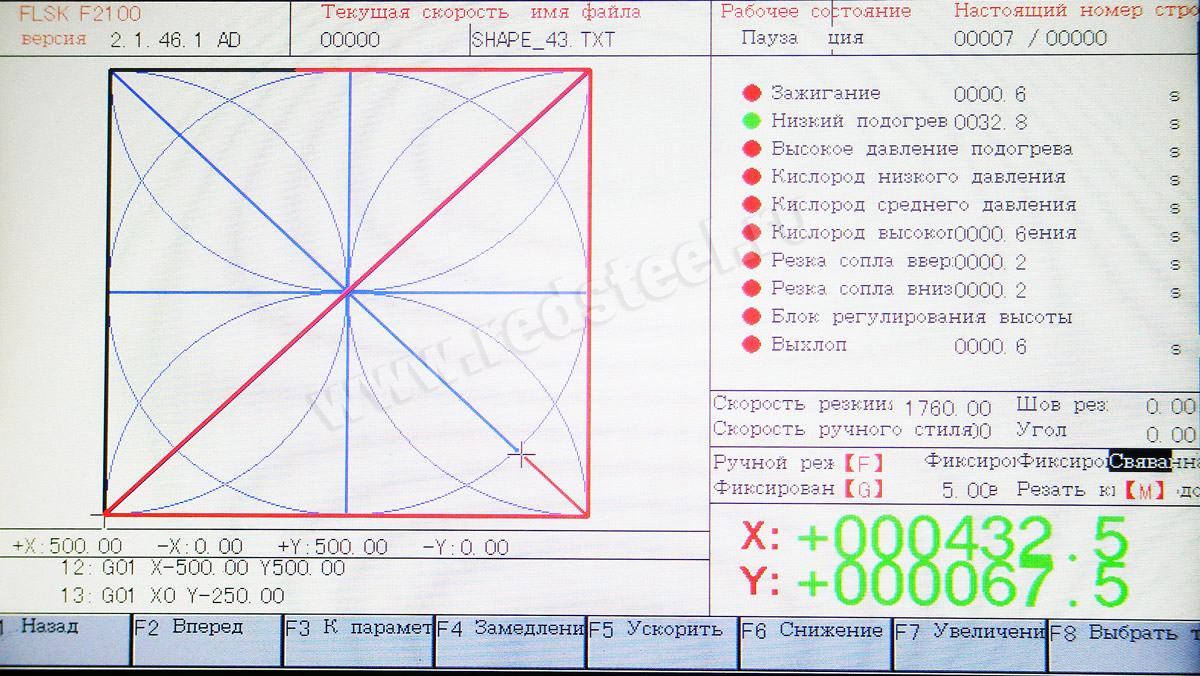
Цифровое управление
Библиотека стандартных деталей
Технические характеристики блока управления параметрами резки:
- 7-дюймовый широкоформатный ЖК-дисплей. Графическое отображение резки. Упрощенная эксплуатация;
- Клавиатура и кнопки режима работы;
- Поддержка USB. Также можно вручную изменить программу резки (G код);
- 2-я линия оси и круговая интерполяция;
- Поддержка приостановки рабочего процесса: вперед, назад, скорость управления и так далее;
- Система имеет функцию возврата параметров и автоматической перфорации при сбоях;
- Система имеет ручные и автоматические функции управления;
- Имеет функцию компенсации ширины реза;
- При температурных нагрузках включается вентилятор. Это продлевает продолжительность ресурса блока управления;
- Система может хранить до 30 файлов, каждый файл может включать до 2000 строк. На внутреннем жёстком диске можно хранить до 2 ГБ информации;
- Высокоскоростной 16-битный чип, возможна работа с флеш - накопителей и внешних USB;
- Высококлассные серво-приводы, плавные движения, низкий уровень шума, высокая точность операций;
- Скорость резки может быть задана до 10 метров в минуту;
- Способность оборудования выдерживать высокочастотные помехи;
- Оборудование адаптировано для всех видов плазменных машин.
Дополнительные полезные функции:
- возврат к памяти (откат к точке архивирования);
- смена горелки;
- возможность прерывания выполнения программы резки;
Параметры программного обеспечения:
ZZ-программирование (опция FastCAM - TL):автоматическое программирование и ручной ввод на основе AutoCAD. Данный способ ввода предназначен для всех видов резки с режущим программным обеспечением NC. Данное программное обеспечение может помочь пользователю выполнять различные чертежи сложных изделий.
Плюсы работы с AutoCAD:
- можно обработать чертеж в DXF файл, который уже автоматически является преобразованным в код резки;
- установка точки резки. Это функция вычисления фактического центра для резки пламенем, которая также может определить направление и путь резки;
- возможность следующих преобразований чертежа детали поворот, копирование, зеркальное отображение, масштабирование и т.д.;
- процесс резки может быть смоделирован на экране, отмасштабирован и перемещён.



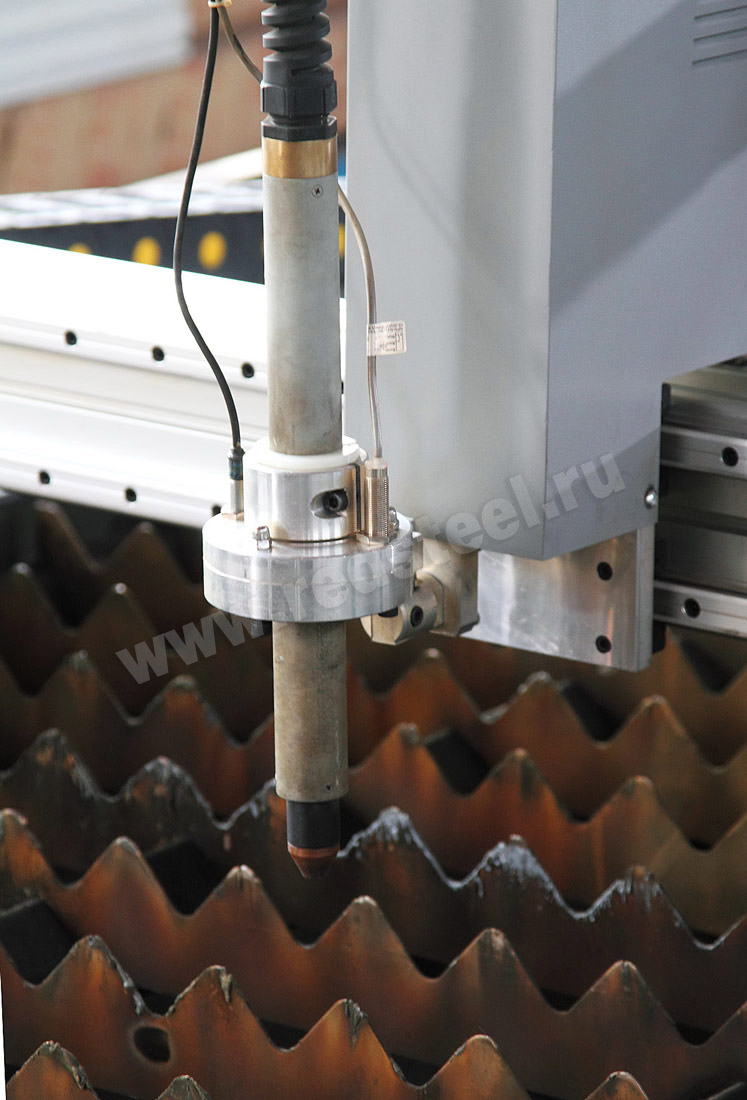
Плазменный резак для механизированной резки установленный в модуль контроля высоты.
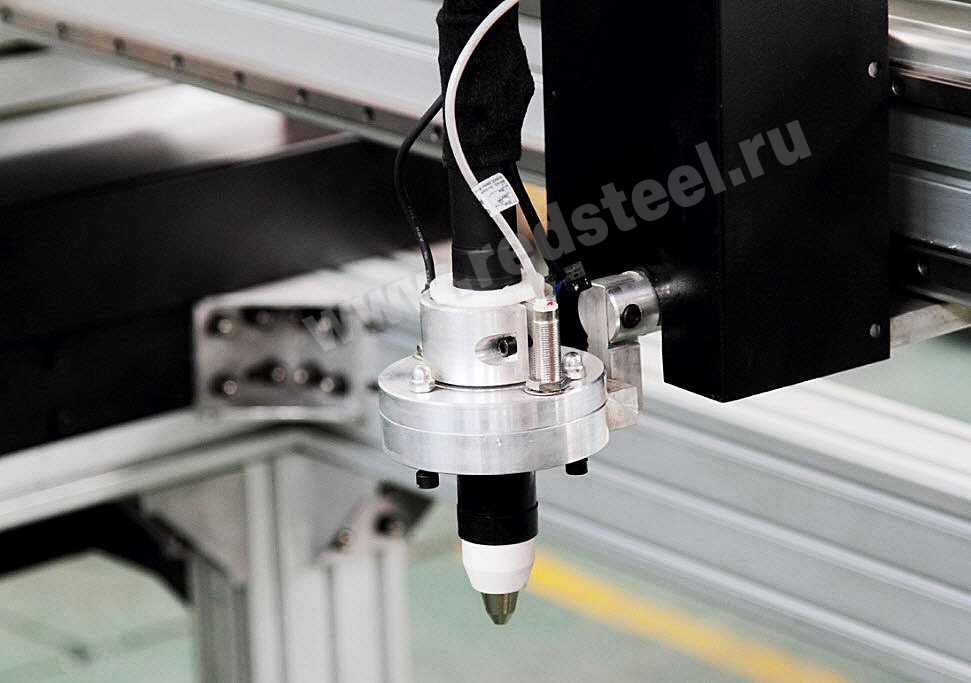
Модуль контроля высоты
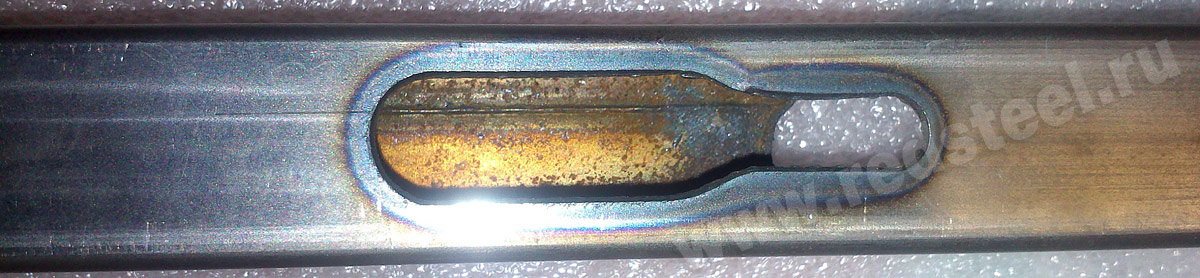
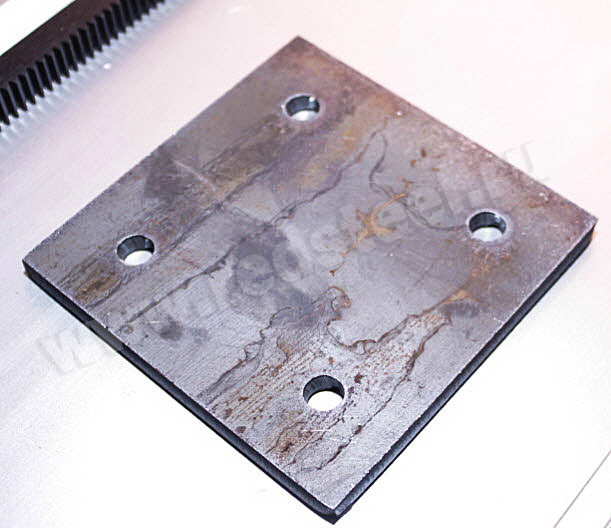
Образцы реза плазменной резкой




Рекомендуемые источники плазменной резки
Описание плазменных источников
Компания Hypertherm мировой лидер в области технологий термической резки. С 1968 г. компания ставит перед собой единственную цель – добиться снижения стоимости резки металла. Компания специализируется исключительно на технологиях термической резки. Миссия компании заключается в предоставлении клиентам во всем мире самого лучшего оборудования для плазменной резки и сопутствующих услуг. Именно поэтому Hypertherm владеет большим количеством важных патентов в области плазменной резки и имеет больше клиентов по всему миру, чем любая другая компания. В сравнительных испытаниях аппараты Hypertherm постоянно опережают конкурентов по таким важным параметрам, как качество резки, производительность и эксплуатационные расходы. Компания Hypertherm стала глобальной организацией, которая обслуживает постоянно растущую клиентскую базу.
Технологии HyDefenition и LongLife для источников серии HyPerfomance.
Технология HyDefinition использует дополнительное промежуточное вихревое сопло, что увеличивает скорость и повышает качество реза. Промежуточное вихревое сопло уменьшает толщину и увеличивает концентрацию плазменной дуги, за счет чего повышается точность (до 0,25 мм) и качество реза. Аппараты механизированной резки HyPerformance Plasma обеспечивают отличное качество резки HyDefinition и снижение эксплуатационных расходов в два раза. Благодаря использованию проверенных технологий HyDefinition и LongLife, разработанных компанией Hypertherm , аппараты HyPerformance Plasma позволяют повысить общую производительность, эффективность и рентабельность. Эти аппараты обладают беспрецедентной гибкостью и используются для резки, снятия кромок и раскроя металлов толщиной до 80 мм.
|
Таблица параметров рекомендуемых аппаратов плазменной резки HYPERTHERM (США) |
|||||||
|
Марка стали |
Способ резки |
Модель источника |
|||||
|
45 |
65 |
85 |
105 |
125 |
|||
|
Мягкая сталь |
макс. толщина прожига |
9,5мм |
12мм |
16мм |
20мм |
23мм |
|
|
макс. толщина реза с края листа |
16мм* |
19мм* |
22мм* |
25мм |
|||
|
Нержавеющая сталь |
макс. толщина прожига |
9,5мм |
12мм |
16мм |
19мм |
23мм |
|
|
макс. толщина реза с края листа |
|||||||
|
Алюминий |
макс. толщина прожига |
9,5мм |
12мм |
16мм |
19мм |
23мм |
|
|
макс. толщина реза с края листа |
|||||||
|
Скорость резки по мягкой стали для оптимального качества |
Толщина, мм |
9,5 |
10 |
12 |
12 |
12 |
|
|
Скорость, мм/мин |
810 |
1041 |
1280 |
1447 |
1600 |
||
|
Качество реза (конусность) по стандарту ISO 9013 |
5 |
||||||
|
Рабочий цикл при полной нагрузке |
80% |
80% |
80% |
80% |
100% |
||
|
Диапазон рабочего тока, А |
20-45 |
20-65 |
25-85 |
30-105 |
30-125% |
||

Предлагаемые решения для механизированной кислородной плазменной резки.
|
|
Кислородная плазма |
Кислородная плазма LongLife |
HyPerformance Plasma |
|
Аппарат |
MAX200 |
HSD130 HT4400 HT2000 HT4001 |
HPR130XD HPR260XD HPR400XD |
|
Сравнительное качество резки |
Требуется определенная доп. обработка, снятие окалины практически не требуется |
Требуется определенная доп. обработка, снятие окалины практически не требуется |
Требуется минимальная доп. обработка, снятие окалины практически не требуется |
|
Свариваемость малоуглеродистой стали после резки |
Хорошая свариваемость малоуглеродистой стали |
Хорошая свариваемость малоуглеродистой стали |
Хорошая свариваемость малоуглеродистой стали |
|
Сравнительная производительность |
Хорошо |
Лучше |
Отлично |
|
Эксплуатационные расходы |
Хорошо |
Лучше |
Отлично |
|
Сравнительный срок службы расходных материалов |
Хорошо |
Лучше |
Отлично |
|
Возможности и опции |
Небольшой набор возможностей и опций |
Небольшой набор возможностей и опций |
Широкий выбор возможностей и опций |
|
Диапазон применения |
Низкие и средние режимы резки |
Низкие, средние и тяжелые режимы резки |
Прецизионная резка, низкие, средние и тяжелые режимы резки |
Характеристики источников кислородной плазменной резки.

|
Толщина резки |
HySpeed LongLife |
Источники |
|||||
|
Марка стали |
Способ резки |
MAX200 |
HSD130 |
HT2000 |
HPR130XD |
HPR260XD |
HPR400XD |
|
Мягкая сталь |
без окалины |
25 мм |
16 мм |
32 мм |
16 мм |
32 мм |
38 |
|
макс. прожог |
25 мм |
25 мм |
32 мм |
25 мм |
38 мм |
50 |
|
|
макс. резка с торца |
50 мм |
38 мм |
50 мм |
38 мм |
64 мм |
80 |
|
|
Нержавеющая сталь |
макс. прожог |
25 мм |
20 мм |
25 мм |
20 мм |
32 мм |
45 |
|
макс. резка с торца |
50 мм |
25 мм |
50 мм |
25 мм |
50 мм |
80 |
|
|
Алюминий |
макс. прожог |
25 мм |
20 мм |
25 мм |
20 мм |
25 мм |
45 |
|
Макс. резка с торца |
50 мм |
25 мм |
50 мм |
25 мм |
50 мм |
80 |
|
|
Скорость* |
Оптимальное качество |
12 мм |
12 мм |
12 мм |
12 мм |
12 мм |
12 мм |
|
Качество среза** |
По стандарту ISO 9013 |
5 |
4 |
4-5 |
2-4 |
2-4 |
2-4 |
|
Точность позиционирования |
+/- 1.3 |
+/- 0.8 |
+/- 0.8 |
+/- 0.25 |
+/- 0.25 |
+/- 0.25 |
|
|
Рабочий цикл |
100% |
100% |
100% |
100% |
|||
|
Свариваемость после реза |
Готово к сварке |
Готово к сварке |
Готово к сварке |
Готово к сварке |
Готово к сварке |
||
|
Используемый газ при резке |
Мягкая сталь |
Air/Air; O2/Air; N2; CO2 |
O2/Air; Air/Air |
O2/Air; Air/Air; N2/CO2; O2/O2 |
O2/Air; O2/O2 |
O2/Air; O2/O2 |
O2/Air; O2/O2 Ar/Air; |
|
Нержавеющая сталь |
Air/Air; O2/Air; N2/CO2; H35/N2 |
N2/N2; Air/Air; F5/N2; H35/N2 |
N2/Air; Air/Air; N2/CO2; H35/N2 |
H35/N2;N2/N2; H35-N2/N2; F5/N2 |
H35/N2;N2/N2; H35-N2/N2; F5/N2 |
35/N2;N2/N2; H35-N2/N2; F5/N2 |
|
|
Алюминий |
Air/Air; O2/Air; N2/CO2; H35/N2 |
Air/Air; H35/N2 |
N2/Air; Air/Air; N2/CO2; H35/N2 |
H35/N2; Air/Air; H35-N2/N2 |
H35/N2; Air/Air; H35-N2/N2tr> |
H35/N2; Air/Air; H35-N2/N2tr> |
|
|
Рабочий ток |
Не все процессы пригодны для всех матери-ов |
40-200 |
45-130 |
40-200 |
30-130 |
30-260 |
30-400 |














